Стереолитография (SLA) — это универсальный и высококачественный процесс производства и создания прототипов. Хотя SLA менее широко используется, чем технологии аддитивного производства на основе экструзии, такие как Fused Deposition Modeling (FDM), на самом деле это оригинальное воплощение 3D-печати, впервые появившееся еще в 1980-х годах. Сегодня настольные принтеры SLA были популяризированы такими брендами, как 3D Systems и Formlabs, и эта технология используется для создания всего, от слепков ювелирных изделий до стоматологической продукции.
Благодаря эффективной службе 3D-печати 3ERP создать продукт или прототип с использованием SLA легко, а преимущества многочисленны. Во-первых, печать объекта с помощью SLA-принтера — очень быстрый процесс, намного быстрее, чем печать на основе экструзии. Более того, обработка отпечатанной детали часто бывает удивительно гладкой по сравнению с FDM, иногда настолько гладкой, что даже не требуется постобработка. Еще одним преимуществом SLA является множество вариантов окраски, которые включают полупрозрачные материалы, что значительно расширяет возможности дизайна печатной детали.
Как работает SLA?
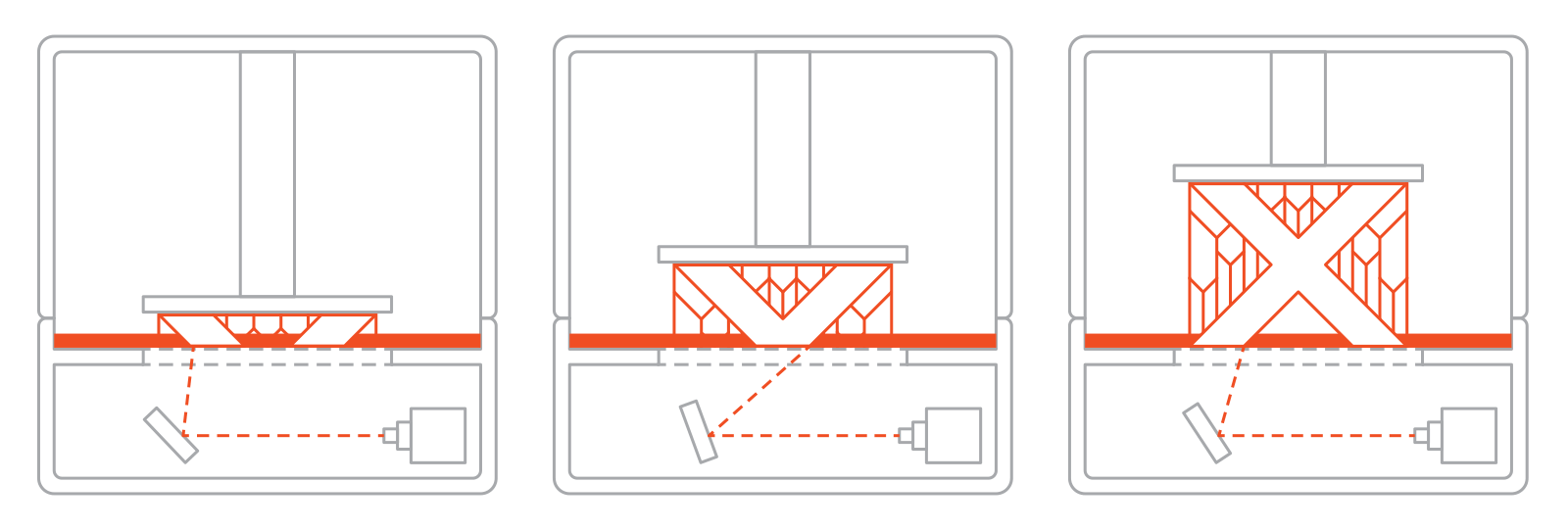
Стереолитография — один из нескольких вариантов 3D-печати фотополимеризации чана: процесса, в котором источник света используется для отверждения жидкой смолы, превращая ее в твердый пластик. Большинство SLA-принтеров используют ультрафиолетовый лазер в качестве источника света, фокусируя лазерный луч по заранее заданным узорам на жидкой смоле, а затем переходя к следующему слою, когда предыдущий слой затвердевает. В зависимости от настройки конкретного принтера могут использоваться зеркальные гальванометры для направления лазерного луча на жидкую смолу.
SLA процесс:
Чан заполнен светочувствительной смолой
УФ-лазер направлен на смолу
Лазерное отверждение 2D-формы в смоле
Когда форма затвердеет, платформа сборки перейдет на следующий слой.
УФ-лазер лечит еще одну 2D-форму
Когда все слои затвердеют, получится 3D пластиковый объект.
Варианты материалов
3ERP предлагает несколько вариантов полимерных материалов для стереолитографической 3D-печати. Это включает:
Смола 8119: обычный SLA-материал с термостойкостью до 65 ° C.
Смола 8118H: нейлоноподобная смола с исключительно высокой прочностью.
Смола 8228: смола, подобная АБС-пластику, устойчивая к ударам и температурам до 70 ° C.
Смола 8338: самая термостойкая из наших смол, выдерживающая до 120 ° C.
Проектирование деталей для SLA
У инженеров, знакомых с САПР, не должно возникнуть проблем с проектированием деталей для SLA. Однако существуют определенные правила, которые необходимо соблюдать, чтобы гарантировать отсутствие проблем во время или после печати. Например, деталь, изначально разработанная для литья под давлением, может не работать как деталь SLA.
1. Убедитесь, что SLA — это именно тот процесс, который вам нужен
Хотя SLA — это довольно универсальный процесс 3D-печати, следует ознакомиться с другими вариантами производства, прежде чем решить, что SLA представляет собой лучший вариант. В общем, SLA отлично подходит для создания гладких, детализированных деталей ограниченного размера. Не создает особо прочных деталей.
2. Толщина стенки
Если только сверхтонкие стенки не являются обязательными, лучше всего поддерживать толщину стен не менее 1 мм, что снижает риск повреждения детали после печати.
3. Отверстия
Поскольку светочувствительные смолы обычно имеют высокую вязкость, они не особенно хорошо подходят для деталей с небольшими отверстиями. Поддержание диаметра отверстий 0,8 мм и более — хороший способ гарантировать, что отверстия не исчезнут полностью в процессе печати. Невозможно? Вместо этого попробуйте другой процесс производства пластика.
4. Филе
Стены без опоры должны иметь скругленные основания — изогнутые секции вместо прямых углов — для минимизации напряжения и сохранения прочности. Учитывая общую хрупкость печатных деталей SLA, включение скруглений может быть разницей между удачной деталью и неудачной.
5. Длинные и тонкие срезы
Сечения детали, которые намного больше по двум осям, чем по другой, могут быть подвержены деформации. Однако этот эффект обычно можно уменьшить, используя большое количество опор. (Они вам все равно понадобятся.)
6. Тисненые и гравированные детали.
Коммерческие части часто необходимо помечать тисненым или выгравированным текстом, будь то для брендов или информационных целей. Однако не все размеры текста печатаются правильно и четко в процессе SLA. Как правило, рельефные детали должны быть не менее 0,3 мм в высоту и 0,4 мм в ширину. Гравированные детали должны быть шириной и глубиной 0,5 мм. Если это невозможно, существуют методы маркировки детали после печати .
7. Ориентация
Об этом мы позаботимся со своей стороны, но выбор правильной ориентации печати для детали очень важен. Цель здесь — уменьшить площадь поперечного сечения оси Z для обеспечения устойчивости.
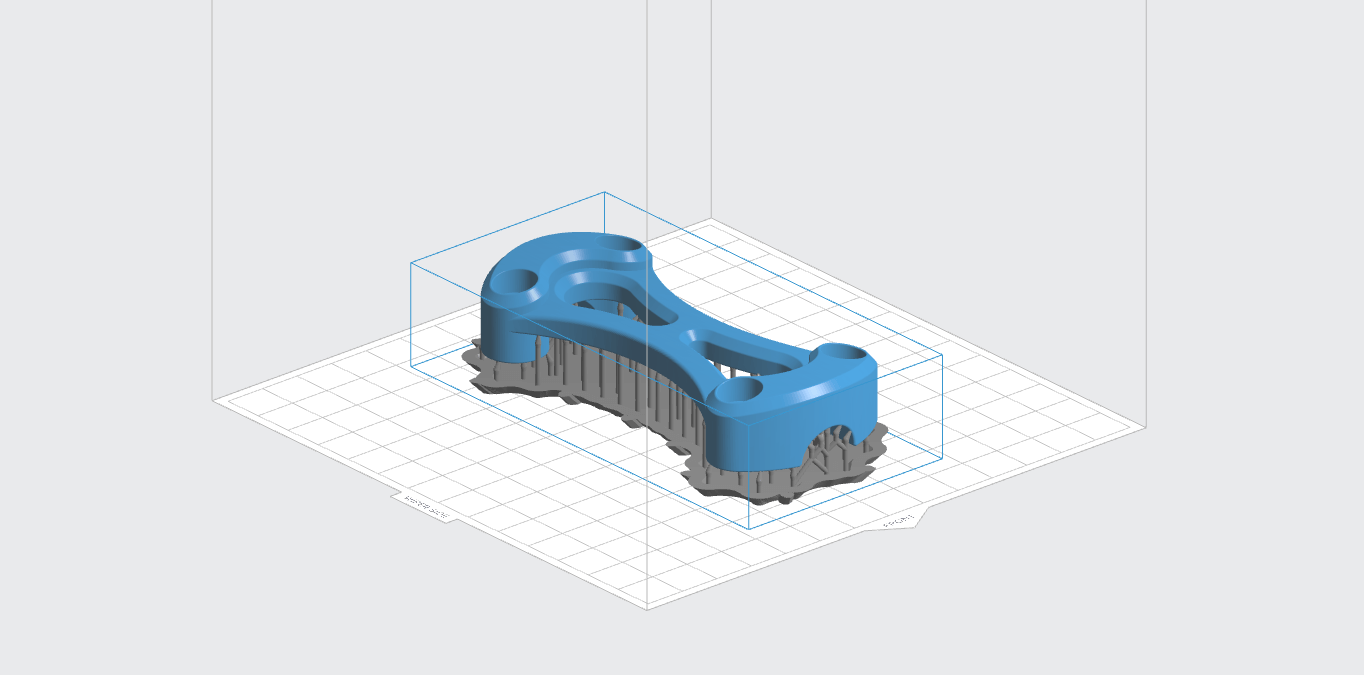
8. Поддерживает
Опять же, включение опор происходит с нашей стороны, когда у нас есть ваш цифровой дизайн, но важно знать, как они работают. Опорные конструкции очень важны в SLA, помогая пластиковой детали сохранять свою форму во время печати. Они удаляются с детали на этапе постобработки.